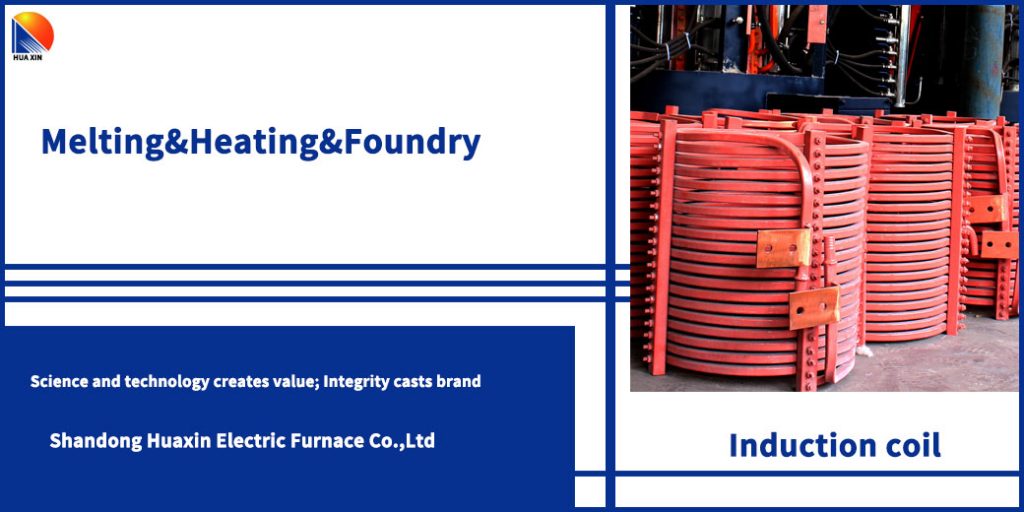
Introduction of inductor for medium frequency induction furnace
The inductor of medium frequency induction furnace, commonly known as heating coil, is the load of medium frequency induction furnace and the core component of medium frequency induction furnace. It generates alternating magnetic field through the frequency conversion current provided by frequency conversion power supply, and generates eddy current in the heated metal to heat itself. It belongs to non-contact and pollution-free heating mode. Therefore, induction furnace is promoted as an environmental protection and energy-saving furnace. Then, what are the structure, characteristics and performance indicators of the inductor of medium frequency induction furnace?
- The inductor of medium frequency induction furnace is used together with frequency conversion device, which belongs to the load of frequency conversion power supply and cannot be used separately.
- The inductor of the medium frequency induction furnace is composed of rectangular copper tubes, which are wound according to a certain number of turns. Copper screws are welded on each turn of the coil, and the turn to turn distance is fixed by a bakelite column to ensure that the length of the whole coil remains unchanged.
- The bakelite pillar support system of the inductor of medium frequency induction furnace is made of special composite materials, so that each turn of the coil of medium frequency induction furnace is firmly fixed and locked, which can eliminate the possibility of inter turn short circuit of the coil. In the process of operation, the electromagnetic force will cause vibration. If the coil does not have enough stiffness, the vibration force will greatly affect the life of the furnace lining. In fact, the solid structure of induction coil will greatly extend the service life of furnace lining.
- Before assembling the inductor of medium frequency induction furnace, it is necessary to carry out hydraulic test. That is to say, water or air with the pressure 1.5 times of the designed water supply pressure is put into the pure copper pipe of the induction coil to check whether there is water leakage at the joint between the pure copper pipe and the pipe.
- The inductor of medium frequency induction furnace needs to be immersed in insulating paint. The induction coil with insulating layer is preheated in electric furnace or hot air drying oven, and then immersed in organic insulating paint for 20 minutes. In the process of dipping, if there are many bubbles in the paint, the dipping time should be extended, generally three times.
- The coil of medium frequency induction furnace is equipped with water cooling coil, which can prolong the service life of furnace lining. Good cooling furnace lining can not only provide better insulation and heat resistance characteristics, but also improve the service life of furnace lining. In the furnace design, water-cooled coils are added at the top and bottom respectively, which can not only achieve the goal of uniform lining temperature, but also reduce the thermal expansion.
- The inductor of medium frequency induction furnace is in the hot air drying oven. When the inductor of medium frequency induction furnace is charged, the furnace temperature shall not be higher than 50 ℃, and the temperature shall be raised at the speed of 15 ℃ / h. When the temperature reaches 100 ~ 110 ℃, it shall be dried for 20h, but it shall be dried until the paint film does not stick to hands.
- The medium frequency induction furnace body is equipped with knotting bodies of different shapes at different parts of the coil. For different applications, there are different shapes of knots at the top and bottom of induction coil.
- The coil of medium frequency induction furnace of Huaxin electric furnace adopts some special technology. The induction coil of Huaxin electric furnace adopts T2 square oxygen free copper tube, which can be used after annealing. No lengthening joint is allowed, and the wound inductor must be manufactured through pickling, saponification, baking, dipping and drying. After the water pressure (5MPa) test of 1.5 times of the conventional pressure, it can be assembled after no leakage for 300min. The upper and lower parts of the induction coil are provided with copper water-cooling rings, so as to make the lining material evenly heated in the axial direction and prolong the service life of the lining.